
Page 31 - 2026-2027
P. 31
399
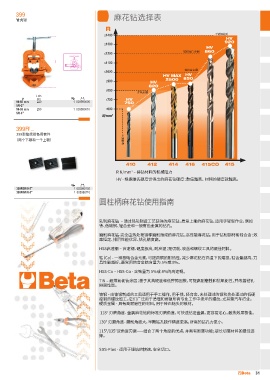
管虎钳 麻花钻选择表
R
≤1400 不锈钢材质
HV
920
≤1300
HV
860
≤1200 镍铬钼合金钢
L ≤1100
Ø
≤1000 镍铬合金钢
HV
HV MAX 850
≤900 HV 2500
820
≤800
建筑用钢
L min
Ø mm ≤700 HV
10-60 mm 220 1 003990005 750
1/8-2"
10-89 mm 290 1 003990010 ≤600
1/8-3"
N/mm
2
399R/...
399型管虎钳备用套件
普通钢材
(两个下颚和一个上颚)
410 412 414 416 415CO 415
2
R N/mm – 待钻材料的机械阻力
HV - 根据维氏硬度计得出的麻花钻硬度:数值越高、 材料的硬度就越高。
399RG1/8-2" 1 003990105
399RG1/8-3" 1 003990110
圆柱柄麻花钻使用指南
轧制麻花钻 – 通过热轧制造工艺获得的麻花钻。质量上乘的麻花钻,适用于轻型作业,例如
铁、低碳钢、轻合金和一般有色金属的钻孔。
磨削麻花钻-完全由热处理钢棒磨削而成的麻花钻。高性能麻花钻,用于钻削钢材和轻合金:效
率恒定、排屑性能优异、钻孔精度高。
HSS高速钢 – 高速钢,硬度极高,耐高温;是切削、攻丝和螺纹工具的最佳材料。
钴(Co)- 一种基础合金元素,可提高钢的耐热性,减少麻花钻在高温下的磨损。钴含量越高,刀
具性能越好。最常用的合金钴含量为 5%或 8%。
HSS-Co – HSS-Co - 含钴量为 5%或 8%的高速钢。
TiN – 超薄氮化钛涂层;基于其高硬度和低摩擦因数,可提高耐磨性和抗氧化性,并改善钻孔
排屑性能。
铬钢 - 由铬钢制成的工具适用于手工操作,用于铁、轻合金、未处理过的钢和热处理过的低硬
度钢的螺纹加工。它们广泛用于清理和修复所有专业工作中损坏的螺纹,尤其是汽车行业。
硬质金属 - 具有高耐磨性的材料,用于砖石钻头的板材。
118° 刃磨角度- 金属麻花钻的标准刃磨角度,可快速钻进金属,更容易定心,散热效果极佳。
130° 刃磨角度- 磨削角度大,早期钻孔操作精度更高,所需的钻孔力更小。
115°/135°双角度刃磨——结合了两个角度的优点,并具有断屑功能;是长切屑材料的最佳选
择。
SDS-Plus - 适用于锤钻的快速、安全切口。
31